Table of contents
At the International GMP Conference held virtually in early March 2021 co-sponsored by the University of Georgia at Athens and FDA, FDA Office of Regulatory Affairs National Drug Expert Captain Ileana Barreto-Pettit presented FDA drug GMP warning letter trends and provided in-depth case studies from recent drug Good Manufacturing Practice (GMP) inspections illustrating agency concerns and findings.
[Related: Have you seen our latest FREE report from Barbara W. Unger? You can download it here.]

Barreto-Pettit has been with FDA for 22 years. She has been a drug investigator since 1999 and a Drug National Expert Investigator since 2017, and is a Captain in the U.S. Public Health Service Commissioned Corps.
The GMP inspection case studies Barreto-Pettit provided include an in-depth analysis of the findings, lessons learned, and how companies can avoid similar shortcomings. Areas examined in the case studies are:
- The first country-wide import alert issued by FDA
- Inadequate deviation investigation
- Inadequate product specifications and a product recall
- Process validation
- A different perspective on process validation and the culpability of the quality unit
The first case study was discussed in Part I, available here. The second case study is discussed and explained in this part of the story. The remaining case studies will be detailed in Parts III and IV.
What Happens When a Deviation Investigation is Inadequate?
Barreto-Pettit presented a case study that involved two related but different scenarios found at a firm that pointed to inadequate investigations under 21 CFR 211.192 involving equipment maintenance issues as the root cause of the problem. However, as the warning letter states, investigations did not sufficiently address the root causes and the company allowed manufacturing risks to persist for extended periods. An overview of the two issues is provided in Figure 1.
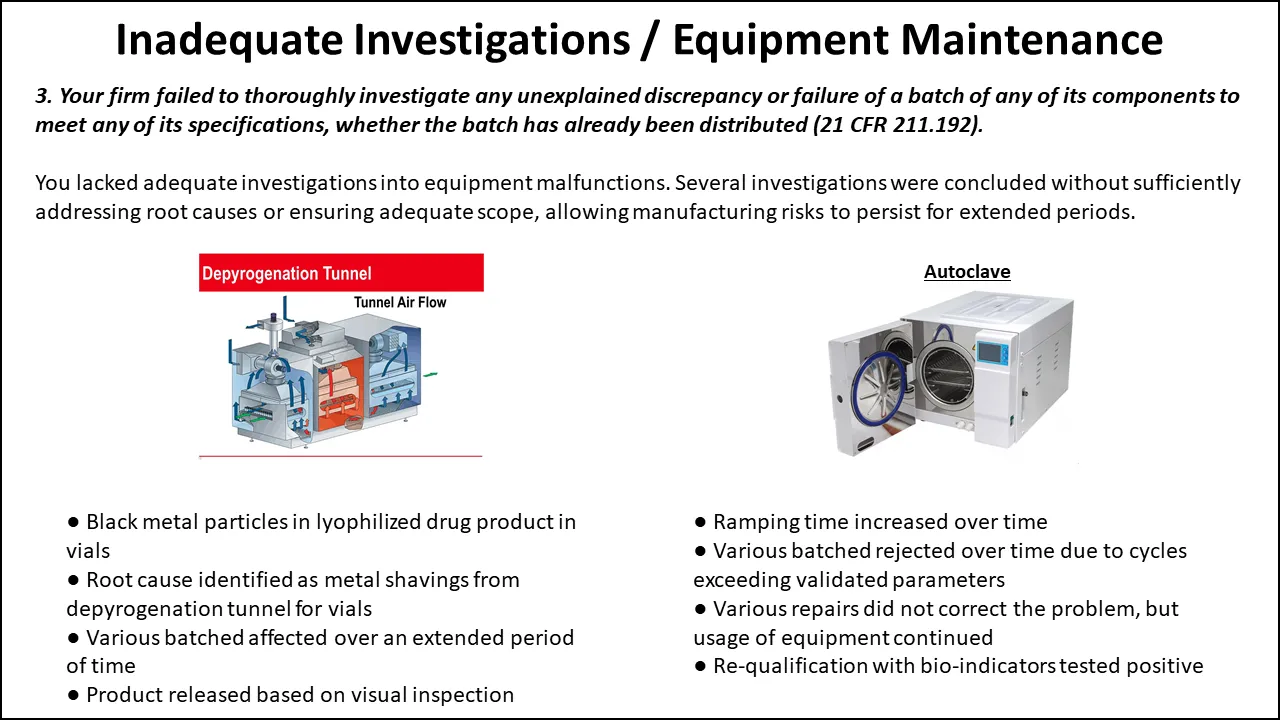
Case Study 1: Inadequate Deviation Investigations for Depyrogenation Tunnel
One investigation reviewed by the agency was related to the depyrogenation tunnel for vials. The firm manufactured a lyophilized sterile injectable drug product in glass vials and various batches of the lyophilized drug product were found to contain black particles over a period of several months.
The company investigation found that the particles were metal shavings that were falling from the upper surfaces of the tunnel into the empty vials that were subsequently filled with the drug product. Various repairs were conducted on the tunnel but the problem continued intermittently.
Rejection of batches of injectable drug product took place due to vials that contained black particles upon visual inspection. The investigation did not extend to other batches manufactured with the same equipment during the same time frame.
“What was concerning about this was that they were rejecting vials that they could see these particles in,” Barreto-Pettit stressed. “This is a lyophilized cake. They were only rejecting vials where they could see contamination on the outside of the cake. However, particles embedded within the cake would not be detected upon visual inspection.”
Case Study 2: Inadequate Deviation Investigations for Malfunctioning Autoclave
In the second scenario at the same facility, another injectable drug product was filled in syringes and terminally sterilized in an autoclave. At the time of the inspection, the terminal sterilization cycle for the injectable drug product was exceeding the validated autoclave parameters as the ramping time to achieve the set parameters was increasing. It was taking longer to achieve the set parameters for the autoclave. This resulted in various batches of the product being rejected because the sterilization cycle was taking longer and was not meeting its validated parameters.
Different investigations identified different root causes for the malfunctioning of the equipment. Various repairs were performed but nothing seemed to resolve the issue completely. The investigations did not extend to all batches that may have been potentially impacted that were sterilized using the same equipment.
At the time of the FDA inspection, the requalification of the autoclave had failed in that the bioindicators had shown positive growth. Even after the requalification failure, the equipment was still being used for commercial manufacturing. The firm was certain that the requalification failure was due to using improper bioindicators with the wrong D value and not due to the malfunctioning of the autoclave.
However, this investigation was still open at the time of the inspection, which occurred about a month into the investigation, and the equipment continued to be used. This issue was noted in the FDA 483 and also cited in the warning letter issued to the company.
[Editor’s Note: An industry consultant offers tips for how to avoid inadequate deviation investigations.]
FDA Warning Letter Corrective Actions
In the warning letter, information was requested from the firm regarding the impact of undetected particles, adequacy of investigations and competencies of those conducting them, and an assessment of the malfunctioning equipment (Figure 2).
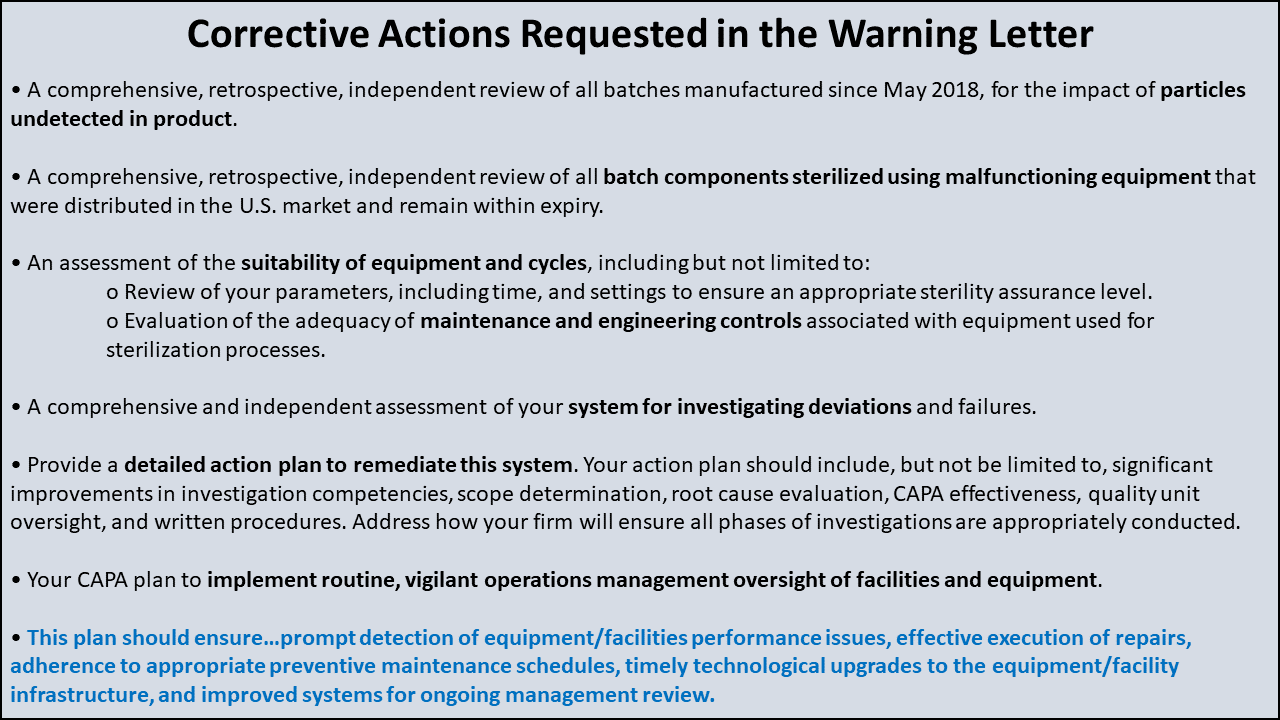
Importantly, the agency targeted what appeared to be issues related to aging equipment (the last bullet point in Figure 2 in blue). “We questioned their equipment as being obviously malfunctioning and possibly aging,” Barreto-Pettit pointed out. “In this warning letter, we specifically requested that the CAPA plan ensure the prompt detection of equipment and facility performance issues, effective execution of repairs, appropriate preventive maintenance schedules, and a timely upgrade of technology for the equipment and the facility infrastructure. We also asked to see how they are going to review their systems—the ongoing management review. We wanted a plan for that.”
How to Detect and Prevent Equipment Risks
The Drug National Expert Investigator provided the following questions for firms that may have equipment risks like the ones discussed above to explore as a self-evaluation tool:
- “Does your quality unit get involved in identifying poor performing equipment or unreliable equipment based on their review of planned maintenance activities, deviations, the history of the qualification, any findings of calibration, or how the batch performs? Are you getting involved in this or is this a responsibility of other departments such as production, maintenance, engineering, etc.? How does the quality unit make sure that this poorly performing equipment is identified in a timely manner?”
- “How does the quality unit assess and understand the risks and the potential impact of this poor performing or aged equipment to the manufacturing process capability and the product quality attributes? How are you controlling or mitigating those risks? And are you documenting the review of these risks in your control strategy?”
- “Does your quality unit remove, in a timely manner, equipment that is performing poorly or is obsolete, is unreliable, that cannot adhere to the process parameters, like the autoclave discussed above, or equipment that requires frequent interventions or adjustments by the operators? Or equipment that breaks down frequently or when you do the maintenance and it really does not resolve its performance or improve it? Do you keep using this equipment or do you remove it?”
- “If you keep using equipment that is aged, do you have justification for the continued use that is based on documented risk controls? And are you reviewing these risks periodically to make sure they are not impacting the quality of the drug product?”
[Editor’s Note: Part I is available here. Part III looks at incorrect specifications and process validation issues at a contract manufacturing organization (CMO).]