
Table of contents
FDA’s vision of biomanufacturing in the future includes facilities that are simplified in design with reduced floor space and that are cloneable with closed single-use-systems. The equipment used should provide for flexibility, with more modular reconfigurable units and smaller reactors with processes that remove the need for stainless steel site Clean-In-Place (CIP) and Steam-In-Place (SIP) units.
At the ISPE Biopharmaceutical Manufacturing Virtual Conference in early June, FDA Center for Drug Evaluation and Research (CDER) Office of Product Quality (OPQ) Office of Pharmaceutical Manufacturing Assessment (OPMA) Senior Scientific Advisor Patricia Hughes shared FDA’s vision for the future of biomanufacturing facilities and equipment. She also discussed the challenges of single-use-systems, emerging new modalities including replacing the use of non-Chinese Hamster Ovary (CHO) cell expression platforms, continuous manufacturing, and the future of microbial test methods including for endotoxins and pyrogens. She also discussed a regulatory change that has resulted in 89 products originally filed as NDAs to be reclassified as BLAs; this is covered in Part I.
[Related: Try Redica Systems for free to see how our Enforcement Analytics can keep you up-to-date on the latest biologics regulatory actions.]
Future Biomanufacturing Facilities
FDA would like to see future biomanufacturing facilities simplified in design with reduced floor space and cloneable with closed single-use-systems, Hughes explained.
“A simplified design could be a ballroom floor format,” she said. “That should result in reduced operating costs and provide flexible, efficient manufacturing with fewer utility requirements.”
Hughes also pointed to the possibility of having less stringent classifications and segregation requirements that have been very traditional in biological facilities with previral filtration, post-viral filtration, segregation, live areas, and non-live areas. “Gowning requirements have been very stringent and EM requirements also very stringent. We would like to see more modular reconfigurable units and more flexibility. This should facilitate multiproduct production and product transfers.”
Regarding biomanufacturing equipment in the future, “from what we are seeing we think there is going to be a good use of more similar systems in biomanufacturing (Figure 1). We have seen a lot of them in the last five years. They should provide for more flexibility, allowing for more reconfiguration of equipment. It removes the need for stainless steel site CIP/SIP units. It provides for more efficient floor space.”
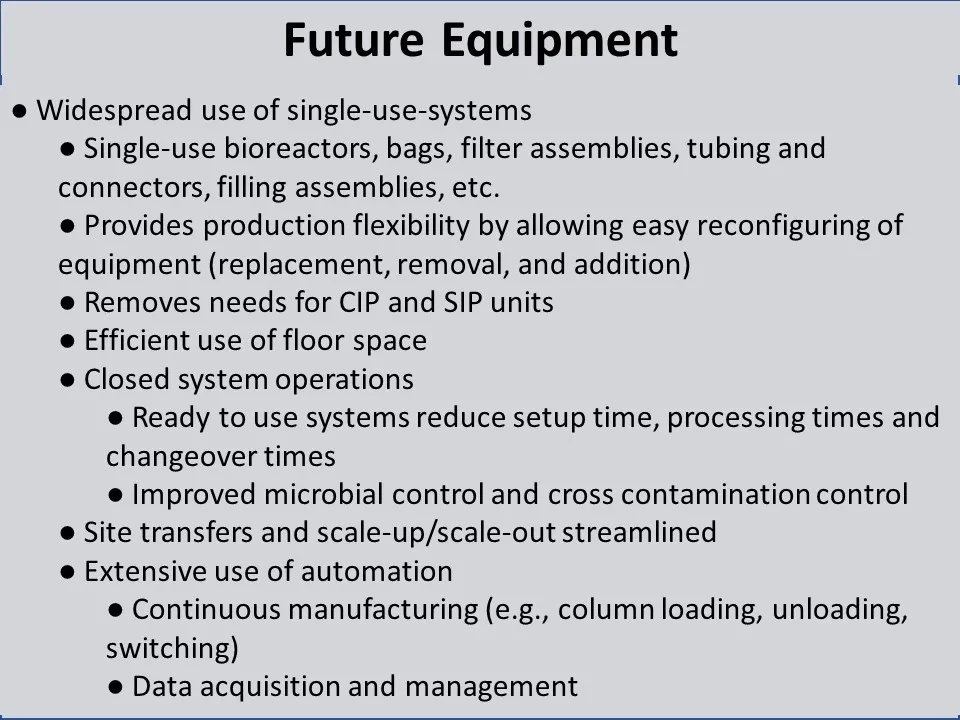
The CDER Senior Scientific Advisor commented, “what I liked from a biology perspective is they are usually all closed systems. They have a lot of advantages for manufacturing from reduced setup time, processing time, and change over times. But the big thing is that microbial control and cross-contamination control is much improved.”
She noted that transfers should be easier as well because everything is more standardized. And the use of intensive automation should also improve process consistency. Automation is especially important to continuous manufacturing and for data acquisition and management.
Challenges of Single-Use Systems
Hughes delved into the challenges of single-use systems. “I know a lot of industry and suppliers are working very diligently on these. Compatibility with biologics, extractables, leachables, and particulates may be a problem with some systems. Leaks are a continuous problem, whether it is during manufacturing, shipping, or handling. Suppliers and interchangeability of components is a problem with connectors from different suppliers. And I know that these are being addressed.”
Regarding supply chain activities, some suppliers do not realize how important it is to make sure that change management is done in a proper way and when notification of changes to the customer is important.
There are some issues with packaging integrity. That is also an area that is undergoing a tremendous scrutiny—examining container closure integrity system testing after shipping and after installation.
Also, there is significant time spent by operators unpacking and setting up those systems. And although they function very well, there is some preparation time.
Emerging New Modalities
The workhorse for monoclonal antibodies and the platform used for major products at CDER has been CHO cells. These systems have been extraordinarily successful in producing a lot of exceptionally good therapeutics.
But the current trend now is to use more complex constructs that are not expressed well in CHO cells. Some of these constructs may be bispecific T cell engager antibody constructs, fusion proteins, antibody fragments, hormones, and enzymes, which are not expressed very well in CHO cells, and generally they may have low yields.
Future developments should involve the use of alternative cell lines that may be able to express these proteins—for example, a human cell line platform for high yield production of difficult-to-express molecules with fully human processing. Another thing that has happened is in process intensification, where there have been cell lines constructed that are capable of producing very high cell densities.
FDA supports continuous manufacturing. One of the advantages of continuous manufacturing is having process intensification coupled with continuous perfusion cell culture and harvesting operations (Figure 2).
“It is important to have a very efficient system,” Hughes emphasized. “And it is necessary to have expression systems that produce high cell densities with high cell yields. To support high cell densities, one needs new media formulations and automated delivery systems to make sure that you can produce and maintain high cell densities and volumetric productivities consistently over time.”
These expression systems depend very heavily on single-use systems that are sterile. They are usually gamma irradiated to maintain aseptic conditions for a very long time and maintain cell purity. Also, with process intensification, bioreactor size has been decreased, which requires less floor space. And there are usually harvesting steps involved—cell retention devices—and that also allows for a continuous operation with fewer hold times, which in the past were always a problem from a regulatory perspective because whole plants could become contaminated. A high degree of automation is also being employed.
Some of the advantages of these process innovations are improved microbial control with the use of closed systems. “And there is improved process control through automation,” Hughes explained. “The automation removes opportunities for human interaction and human errors and provides for consistent control. Site transfers are facilitated and facility design is simplified and there should be cost reduction.”
Future of Microbial Test Methods
Hughes recounted the following story: “In 1881, Fannie Hesse, working as an unpaid microbiologist technician with her husband in Robert Koch’s lab, developed agar medium for culturing microorganism. She had used agar as a gelling agent at home to make puddings and jellies and knew that agar maintained its gel properties at warm temperatures.
“This was what started the agar plate microbiology methodology that is still being used. In the 21st century, the pharmaceutical industry is still largely relying on microbiology agar plate technology that is well over 130 years old.”
Hughes commented that it is a “wonderful technology, but I think it needs to be innovated, it needs to be modernized.” One deficiency of current agar plate methods is they do not provide real-time information about the presence, establishment, persistence, and spread of organisms—the micro contaminants.”
Microbial control strategies should be based on a holistic understanding of a process and product and its susceptibility to microbial contamination. In a biomanufacturing process, microorganisms are constantly penetrating process streams, increasing in numbers, and spreading and impacting processes and product quality.
It takes three to five days to get a bioburden result and 14 days for a sterility test result. And results provide only an incomplete historical map of what the contamination source is and where it has spread in the facility. “You are always behind the curve because everything happens too late,” Hughes said.
Manufacturing decisions cannot be made immediately. They must be made late after the batch has already been made. And those decisions are exceedingly difficult after a lot of hours have been spent—work hours, man-hours—on a particular batch. “In addition to that, these old methods are not extremely sensitive and they are not timely, and they tend to be costly,” she emphasized. “So, it is time to innovate and to bring more advanced methods into the milieu.”
Real-time, Rapid Methods Encouraged
More near real-time microbial data would allow for process adjustments and process decisions that are well informed. Also, it would help with corrective actions and release of batches. This is particularly important if the products in question are in shortage.
There are many areas where timely availability of data could be useful and could greatly help in contamination investigations with timely detection and disposition of contaminated product. These include:
- In-process refiltration of process streams
- Change-out of leaking bags
- Replacement of leaking connectors
- Etc.
The agency is trying to encourage the effort to implement any microbial methods, including sterility method, for finished products, that are as good as, or better than, USP <71> Sterility Tests, in detecting a range of contaminating microorganisms. And the method should be suitable for the intended use with the drug matrix and not have any interferences.
Microbial control strategies should be based on a holistic understanding
Parallel testing with the compendial method may be needed using test strains to demonstrate that the rapid method is equivalent to the compendial method.
“I would like to encourage everyone to develop these, to implement these, and to use these,” the CDER Senior Scientific Advisor stressed. “We have had BLAs that have been approved with rapid sterility methods. And one example of a rapid sterility method used is a membrane filtration coupled with detection with ATP-Bioluminescence.”
An industry consortium formed in 2018 to stimulate acceptance of new validated methods for real-time or near real-time testing of microbial product quality. It developed a rapid environmental monitoring (EM) method in fill-finish facilities that used Bio-fluorescent Particle Counters (BFPCs) that would replace settling plates in the processing areas and would allow real-time environmental monitoring during the aseptic filling of a sterile product.
New Endotoxin Tests Needed
Regarding endotoxin to pyrogen testing, the 2012 FDA guidance document—Pyrogen and Endotoxin Testing: Questions and Answers—allows for the use of alternate methods if full method validation data are provided. The guidance says, “Firms may use alternate methods and/or procedures if they provide advantages in terms of accuracy, sensitivity, precision, selectivity, or adaptability.”
USP <1225> Validation of Compendial Methods also allows the use of alternate methods so long as they achieve equivalent or better results. The method, however, needs to be supported by method validation and product-specific validation.
Recently, there has been a lot published about the recombinant factor C (rFC) for testing for endotoxin. This is not a compendial method and currently requires full method validation. It is intended to replace the USP <85> Bacterial Endotoxins Test method, which is based on the Limulus Amebocyte Lysate (LAL) that uses the blood of horseshoe crabs found off the East Coast of the United States. Horseshoe crabs are in decline. This is a material that is going to be in shortage.
We have had BLAs that have been approved with rapid sterility methods
Another method that is a not a compendial method that would be an improvement would be the development of a monocyte activation test to replace the rabbit pyrogen test (RPT) in the detection of both endotoxin and non-endotoxin pyrogens. “This test is still in development, but we have great hopes at FDA that this will be developed into a method that can be used to replace any rapid testing for pyrogenic materials,” Hughes commented.
In terms of what we have done at FDA, in 2018 FDA did license the first biological product—a BLA for Emgality® from Eli Lilly—which allowed for the detection of endotoxin in-process and at release using the recombinant factor C test. It is based on the assessment of both method validation and product-specific validation. It relies on a recombinant form of the enzyme instead of the three enzymes in the LAL method.
“We anticipate more widespread use of this method,” Hughes said. “There are two commercial suppliers of the recombinant factor C reagent. It provides for a more reliable source of test reagent. And it is not coming from horseshoe crabs from the Chesapeake Bay. It addresses the concerns regarding the depletion of horseshoe crab populations. Currently, the recombinant factor method C is not a USP compendial method. However, we have great hopes that it will be at some point.”
Future Direction
In conclusion, the regulatory landscape is and will continue to change to support advances in manufacturing and testing methods, improve product quality, and secure the availability of biological products.
Efficiencies are being introduced into the BLA inspection program with the implementation of recent amendments to the Food, Drug, and Cosmetic Act through the FDA Safety and Innovation Act, or FDASIA, allowing document requests in advance of or lieu of an inspection. The current pandemic is accelerating this change.
“The expectation is that there will be an increase in the implementation of advanced manufacturing and testing methods in the near future. There is a strong drive to modernize manufacturing, reduce costs, and secure product quality and the US drug supply. We think that this will be facilitated through the use of scalable, flexible, and fully automated facilities and equipment systems coupled with process intensification and continuous manufacturing.”
FDA also believes that the approval of novel, breakthrough, and rare disease therapies, as well as more biosimilars and transition products, will continue at a fast pace driving modernization.
“The current pandemic is showing that development timelines can accelerate, and it presents opportunities to apply novel and advanced manufacturing and testing methods. There are a lot of changes being driven by the pandemic.”
[Editor’s Note: Read Part I for more information from Patricia Hughes about how a change to the Public Health Service Act in March has led to a change in the definition of a “biologic product.”]
[Related: Try Redica Systems for free to see how our Enforcement Analytics can keep you up-to-date on the latest biologics regulatory actions.]